
Messsystem zur Topographie-Messung heißer Bauteile
// Maschinenbau // Mess- und Regeltechnik // Oberflächentechnologien // Optik, Photonik und Lasertechnik
Ref-Nr: 16396
Einleitung / Abstract
Die Diensterfindung betrifft ein optisches Messsystem zur Messung sehr heißer Werkstückgeometrien während oder unmittelbar nach dem Fertigungsprozess. Beispielhafte Fertigungsprozesse sind Warmwalzen, (Hybrid-)Schmieden und Strangpressen.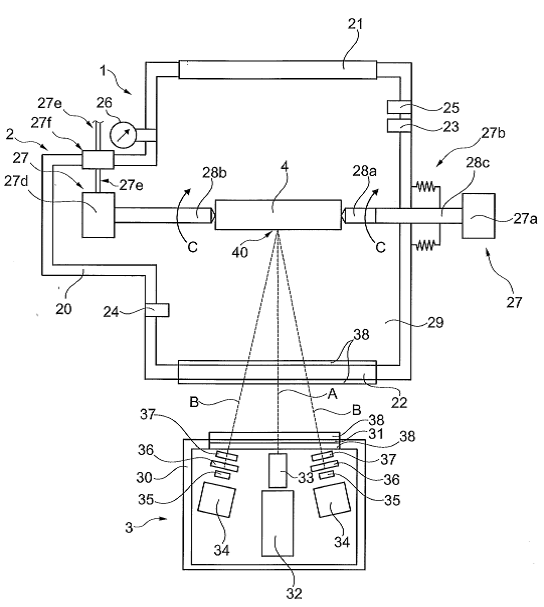
Abb. 1: Prinzipieller Aufbau des optischen Messsystems
Hintergrund
Beispielsweise in der Fertigungstechnik ist es üblich, die herzustellenden Bauteile nach Abschluss des Fertigungsprozesses sowie zwischen den Fertigungsschritten zu überprüfen, um die Qualität des Bauteils beurteilen zu können. Dies kann die Topographie des Bauteils betreffen, d.h. die Messung der Abmaße bzw. der Geometrie ebenso wie die Messung der Oberflächenstruktur bzw. Oberflächenqualität. Zur Messung heißer Werkstücke bis 1.000 °C kommen optische, also berührungslose Messverfahren zum Einsatz.
Problemstellung
Die herkömmlichen optischen Messverfahren berücksichtigen nicht den Umstand, dass sich die Dichte des Umgebungsmediums aufgrund des Wärmeeintrages des Werkstücks verändert und ein inhomogenes Brechungsindexfeld entsteht. Dies führt jedoch zu einer Veränderung des Strahlengangs der Messvorrichtung und zu verzerrten Messergebnissen. Dies gilt insbesondere für die Erzielung hoher Messgenauigkeiten z.B. im Bereich von wenigen Mikrometern zur Erfassung erhitzter Werkstücke, aus denen Präzisionsbauteile gefertigt werden. Bei der Messung im industriellen Umfeld kommt noch hinzu, dass die Zusammensetzung der Umgebungsluft weiteren Einflüssen und starken Schwankungen unterliegen kann z.B. hinsichtlich Luftfeuchtigkeit, Lufttemperatur, Luftdruck, Gaszusammensetzung der Luft.Lösung
Mittels der Diensterfindung (s. auch Abb. 1) soll die Beeinflussung der Lichtausbreitung eines optischen Messsystems (1) in der Umgebung eines heißen Werkstücks (4) durch ein thermisch induziertes, variierendes Brechungsindexfeld verhindert werden. Hierzu soll die Messumgebung des heißen Werkstücks verändert werden, entweder durch Schaffung eines Vakuums oder durch Verwendung eines geeigneten Gases. Erfindungsgemäß soll das heiße Werkstück (4) über eine Spanneinheit (28) in einer Vakuumkammer (29) fixiert werden. Durch Verringerung des Umgebungsdruckes oder durch gezielte Beaufschlagung eines Gases soll in der Kammer in der Umgebung des heißen Werkstückes ein räumlich stark begrenztes inhomogenes Dichtefeld ausgebildet werden. Vorteilhafterweise soll sich dadurch der Lichtstrahl des Messsystems (A, B) nahezu geradlinig ausbreiten können, was eine hochgenaue Erfassung der Oberflächen-Geometriedaten des heißen Werkstücks ermöglichen soll.Vorteile
Präzise Geometrieerfassung heißer Messobjekte
Effiziente Prozessüberwachung
Steigerung der Fertigungsqualität
Senkung der Produktionskosten
Anwendungsbereiche
Fertigungstechnik, Warmumformverfahren, Präzisionsbauteile, MesstechnikSie können dieses Fenster schließen. Ihre Suchergebnisse finden Sie in dem vorherigen Fenster
